Одно из основных преимуществ ПЭТ-тары - это та простота, с которой производитель напитков может смонтировать линию по изготовлению ПЭТ-тары прямо на своем предприятии, а такой путь существенно удешевляет тару и, соответственно, весьма привлекателен для производителей пива и напитков. С полностью автоматизированной линии по выпуску бутылок последние поступают непосредственно на линию розлива. Таким образом, не требуется дополнительных затрат и площадей для складирования и транспортировки, а производитель получает возможность самостоятельно определять параметры тары (стандартный объем обычно - от 0,5 до 3 л) и разрабатывать ее дизайн. Поскольку ПЭТ-бутылки очень легки и не бьются, им не требуются ящики. Их вполне достаточно упаковать в полиэтиленовую пленку с картонным поддоном или даже без него. Этот фактор ведет к дальнейшей экономии на упаковочных материалах, очистке тары (ящиков), транспортировке и т.д. Размеры ПЭТ-бутылок постоянно увеличиваются. Бутылки, предназначенные для воды и растительного масла, в наши дни зачастую достигают емкости 10 или даже 20 л.

Преформы
ПЭТ-бутылки производятся с помощью процесса, известного как формовка внутренним надуванием (injection stretch blow moulding, ISBM). Процесс этот стал объектом многочисленных корректировок и улучшений и, таким образом, в настоящее время он прекрасно изучен, понятен и хорошо контролируем.
ISBM
ISBM - это двуступенчатый процесс, включающий изготовление "матрицы", то есть преформы, с виду напоминающей тонкую стеклянную пробирку (фаза 1). Затем преформа размягчается путем нагревания и с помощью внутреннего наддува воздуха из нее изготовляется полноразмерная бутылка (фаза 2). Горлышку бутылки окончательный вид придается еще на стадии изготовления преформы. Собственно, в дальнейшем выдувается только тулово бутылки. Особенность всех ПЭТ-бутылок - кольцо на горлышке. Оно находится на горлышке преформы, располагаясь несколько ниже резьбы. Оно позволяет механически захватывать и перемещать преформу к месту окончательного выдува, а также облегчает транспортировку готовой бутылки.
Преформы изготавливаются с помощью многоячеечного оборудования, способного за один цикл выдува изготавливать до 144 преформ. На рынке представлены разновидности преформ с различным размером горлышка. Наибольшей популярностью у производителей напитков пользуются бутылки с размером горлышка 28 мм., впрочем, выпускаются и образцы с большим размером горлышка или с горлышком, предназначенным для укупорки кронен-пробкой. Вес материала преформы определяется в основном конечной емкостью готовой бутылки, которая будет изготовлена из данной преформы, а также толщиной стенок бутылки. Уже в течение нескольких лет производятся цветные преформы, в основном коричневые, зеленые и голубые. Производители красителей и добавок в наши дни предлагают весьма широкий спектр цветов, причем красители специально разработаны для ПЭТ.

Однофазный процесс
Для изготовления ПЭТ-тары имеется два типа оборудования, а именно однофазное и двухфазное. В однофазном процессе преформа изготавливается из гранул полиэтилентерефталата в той же машине, в которой в дальнейшем из нее выдувается готовая бутылка. Собственно говоря, в таком случае обе фазы изготовления бутылки совмещаются в одном оборудовании, так что преформы зачастую поступают на конечный выдув еще теплыми
Двухфазный процесс
В двухфазном процессе преформа изготавливается на одной машине и лишь затем транспортируется для выдува бутылки на другую, отвечающую за вторую ступень процесса, или помещается на склад, где и хранится, пока не будет востребована. Это иногда имеет смысл, поскольку преформа занимает места примерно в 12 раз меньше, чем готовая бутылка, а кроме того, необходимо учитывать, что одна и та же преформа может быть использована для производства разных бутылок. Поскольку вторая стадия двухфазного процесса значительно короче первой, то в таком варианте возможно добиться очень высокой производительности оборудования, выпускающего конечную продукцию, если только соответствующих преформ будет в достатке. Обычно одна машина производит 1200-1400 бутылок в час.
Производительность оборудования зависит от числа выдувных ячеек в той или иной машине, а также от времени рабочего цикла, которое в свою очередь определяется толщиной стенок преформы и временем ее остывания.
Производитель напитков, решивший остановиться на двухфазном процессе изготовления ПЭТ-бутылок, может и производить преформы самостоятельно, и покупать их на стороне. Второй вариант придает производителю большую гибкость на начальной стадии производства, а также избавляет его от необходимости контолировать качество сырья, следить за тем, достаточно ли оно сухое и, соответственно, пригодно ли для применения. Покупка преформ также позволяет варьировать их типы, вес и т.п. без дополнительных затрат времени и средств на замену недешевых ячеек для выдува. Смена продукции облегчается - фактор, который с учетом значительных объемов производства становится весьма существенных для многих производителей напитков.

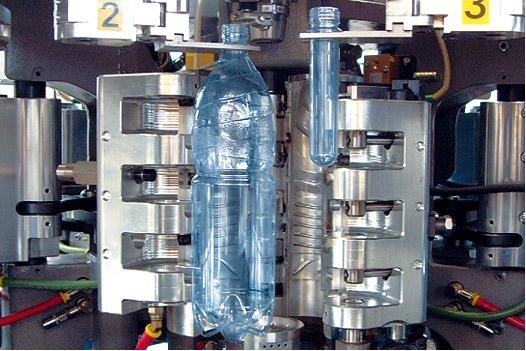
Выдув ПЭТ-бутылки
Внутренний дизайн и производительность оборудования значительно варьируют в зависимости от производителя, однако основные принципы его работы остаются неизменными. Выбор того или иного оборудования диктуется необходимым и объемами продукции, компоновкой оборудования на уже существующем предприятии и, разумеется, ценой.
Самый простой вариант - это загружаемые вручную машины, в которых нагреватель преформ и блок выдува фактически представляют собой отдельные части. Такого рода оборудование предназначено для производителей напитков с очень небольшими объемами выпуска продукции, поскольку довольно дешевы, но обладают достаточной производительностью, которая, как правило, составляет у машин такого типа 1000-1200 бутылок в час у агрегата с двумя ячейками для выдува 1-литровых бутылок. Особенности производства могут потребовать и оборудования, представляющего собой автоматизированную линию. В таком случае с одного ее конца формы автоматически загружаются в машину, а с другого - выходят готовые бутылки, которые опять-таки автоматически подаются непосредственно на линию розлива. Обычно в агрегатах с такой конфигурацией нагреватель преформ выполняется в форме скобы, вертикальной или горизонтальной, что делается в целях экономии пространства. Ротационные машины состоят из постоянно движущегося колеса, проводящего преформы через секцию нагрева, откуда они, после соответствующего уравнивания температуры, поступают на выдув. Здесь преформы загружаются в свободные ячейки, когда те проходят мимо транспортировщика, проходят стадию выдува, а бутылки переправляются дальше, когда карусель повернется на 360 градусов. Теперь ячейка готова принять новую преформу.
В другой статье мы рассмотрим основные стадии изготовления ПЭТ-бутылки.


